
Osnovni ventil iz sintranega kovinskega prahu za blažilnik









Lastnosti izdelka:
Bat in spodnji ventil v glavnem zagotavljata blaženje amortizerja, vodilo palice pa večinoma vodi za gibanje batnice.
Max Auto je vrhunski proizvajalec električne metalurgijesintranih delov, uporablja se predvsem za komponente amortizerjev.
Tehnološki proces: mešanje prahu – oblikovanje – sintranje – čiščenje - Parna obdelava – Upogibanje-Press puša – Pregled videza, pakiranje
Prašek za mešanje: prašek Fe – C – Cu s sitom visoke gostote za odstranjevanje nečistoč, avtomatski mešalni stroj za 360 °, ki se vrti več kot 4 ure, poskrbi za enakomerno mešanje materiala
Oblikovanje: natančen kalup z avtomatsko CNC hidravlično stiskalnico, ki zagotavlja, da gostota vseh delov ustreza zahtevam postopka po stiskanju.
Sintranje: izdelek nadzira peč za sintranje z mrežastim trakom, ki zagotavlja, da mehanske lastnosti in trdota izdelkov izpolnjujejo tehnične zahteve.
Potopitev v olje: izdelek postavite v visokotlačno posodo, da lahko olje popolnoma prodre v pore izdelka in preprečite rjo poznejšega cikla.
Plastika: natančni kalup s popolnoma avtomatsko CNC hidravlično stiskalnico, gostota izdelka in mehanske lastnosti se po stiskanju še izboljšajo, dimenzije pa ustrezajo zahtevam risbe.
Obdelava: dokončajte luknjo, utor in druge podrobnosti izdelka.
Čiščenje: mrežasti pas uporablja ultrazvočni čistilni stroj za odstranjevanje nečistoč in železnih opilkov.
Parna obdelava: izdelek je obdelan s paro v električni peči, kar izboljša mehanske lastnosti izdelka, površinska oksidacijska plast pa pomaga preprečevati rjo.
Pakiranje: bat pokriva popolnoma avtomatski numerični nadzorni stroj, ki pokriva mazalni trak iz PTFE.
Puša za stiskanje: vtisnjena v pušo DU.
Pregled videza, pakiranje.
Specifikacija:
| Podrobnosti produkta | |
| ime izdelka | Kovinski sintrani del za blažilnik udarcev |
| Material | (MPIF 35) FC-0205 (DIN 30910-4) Sint C10, Fe, ravnovesje, Cu 1,5-3,9%, C 0,3-0,6% |
| Gostota | 6,4-6,9 g/cm3 po oksidaciji s paro |
| Trdota | 60-115 HRB, obremenitev 1 kN, premer krogle 1/16″ |
| Površinska obdelava | Parna oksidacija, 2 uri, Fe3O4: 0,004-0,005 mm, stopnja oksidacije 2-4% |
| Nedoločena toleranca | ISO 2768 – m / H14, h14, +- IT14/2 |
| Videz | Brez drobljenja, razpok, luščenja, praznin, ohlapnosti, kovinskih lukenj in drugih napak |
| Potek procesa | Mešanje prahu – Oblikovanje – Sintranje – Oljna impregnacija – Dimenzioniranje – Ultrazvočno čiščenje – Parna oksidacija – Oljna impregnacija – Končna pregled – (+ puša DP4 / + PTFE pas) Pakiranje |
| Aplikacija | Za amortizerje avtomobilov, motociklov in koles |
| Naše prednosti: | 1. Več kot trenutnih 3000 kalupov, prihranite stroške plesni 2. Certifikat ISO/TS 16949:2009 3.Konkurenčna cena 4. Zmogljivost strogega nadzora kakovosti APQP、FEMA、MSA、PPAP、SPC |
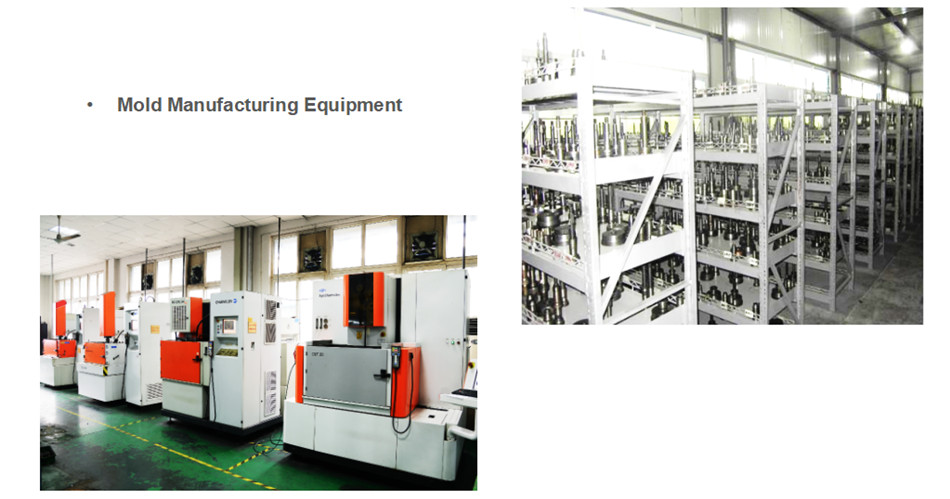
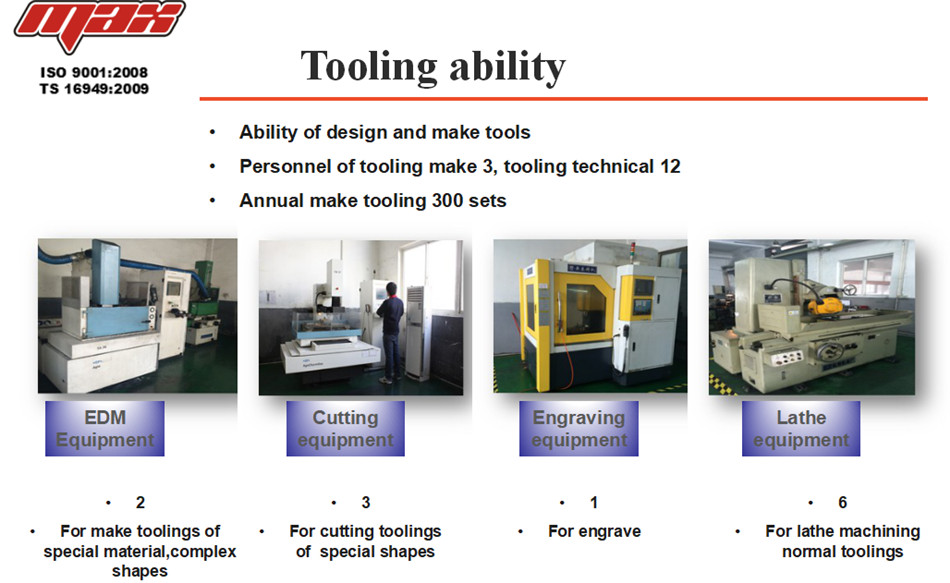
Proizvodni obrati



Izpitne zmogljivosti


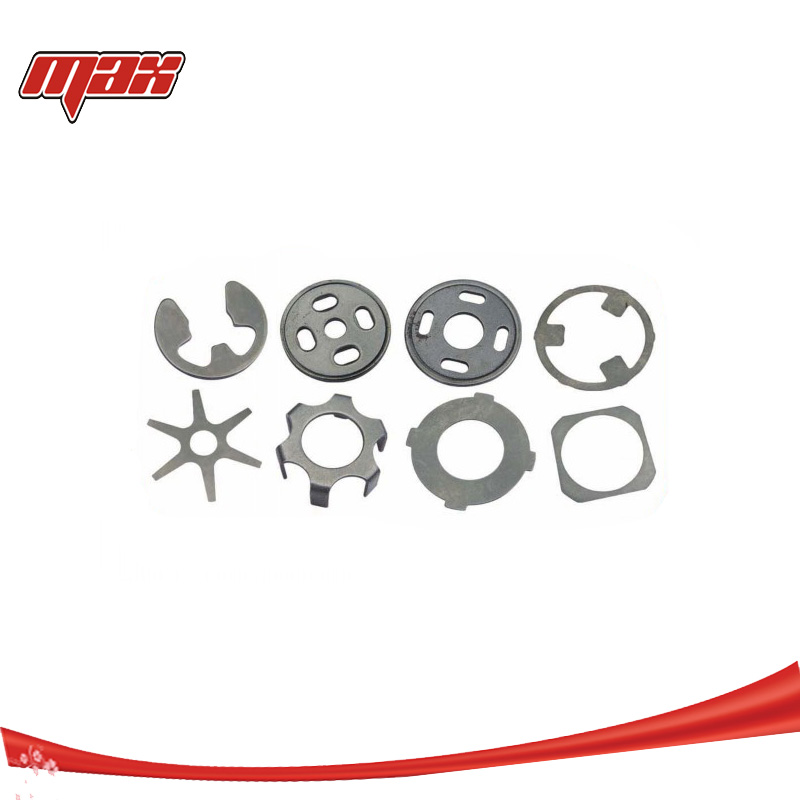
Kategorije izdelkov
-
Prilagojene tanke ploščate podložke iz nerjavečega jekla
-

Toyota AE101, Corolla, VIOS, nastavljiva višina vožnje...
-

Brezšivna cev CDW/ERW/hladno valjana krom platina...
-

QPQ nitradna obdelava jeklenega materiala proti rji ...
-

861412023A oem amortizer po ugodni ceni avto p...
-

Amortizerji Praškasti metalurški deli (bat,...





